

Introduction
Tall oil is a valuable byproduct of the Kraft process. It is recovered from tall oil soap that naturally separates from black liquor and is commonly seen floating on the surface of washer filtrate and weak black liquor tanks.

The soap itself is made up of various fatty and rosin acid salts/esters and unsaponifiable compounds and is typically skimmed off and refined into tall oil, providing an additional stream of revenue to mills. Soap separation also impacts the efficiency of multiple-unit operations. Reducing tall oil soap concentration in black liquor reduces fouling in evaporators and recovery boilers and reduces load on recausticizers.
Soap Separation Efficiency
Soap separation is impacted by numerous physical and chemical parameters including liquor solids content, liquor temperature, and residual effective alkali (REA) concentration. REA affects the solubility of the soap in the black liquor and therefore needs to be well controlled (usually > 6 g/L) to ensure good soap separation and therefore recovery.
Tall oil and REA measurements in weak black liquor are typically obtained offline, using complex and time-consuming methods. Owing to the high cost of these measurements, the data is often intermittent and discrete.
Case Study - Tall Oil Recovery
A Scandinavian pulp mill has used real-time measurements from the IRmadillo to gain a greater understanding of the operation of the black liquor soap skimming process.
The IRmadillo is installed into the outlet stream from the mill’s weak black liquor tank and calibrated by Keit to measure tall oil soap concentration. Careful study of these measurements has shown the mill’s technical team how process operating conditions - such as incoming stream density, temperature and residence time - affect the amount of soap retained in the tank outlet.
In Figure 1 below, the green trend shows tall oil soap concentration in black liquor exiting the skimming tank. The purple and cyan trends show incoming and outgoing stream density. Relationships can clearly be seen between these variables, and this has allowed the mill to implement equipment modifications with the intention of stabilizing stream densities and hence maximizing tall oil soap recovery yield.
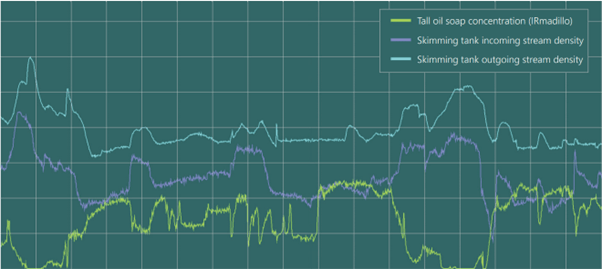
Figure 1: A screenshot of DCS data trends for a skimming tank at a Scandinavian pulp mill. This highlights the correlation between Incoming and Outgoing stream densities and tall oil soap concentration measured by IRmadillo.
Multiple, continuously varying, process conditions can contribute to soap separation efficiency at any given mill. Determining this relationship would have been impossible without the continuous process analysis provided by the IRmadillo, integrated into the mill DCS. Figure 2 shows the real-time IRmadillo output values and mill reference data for tall oil and REA. These are integrated into the mill DCS, allowing operators to monitor and measure them in real time.
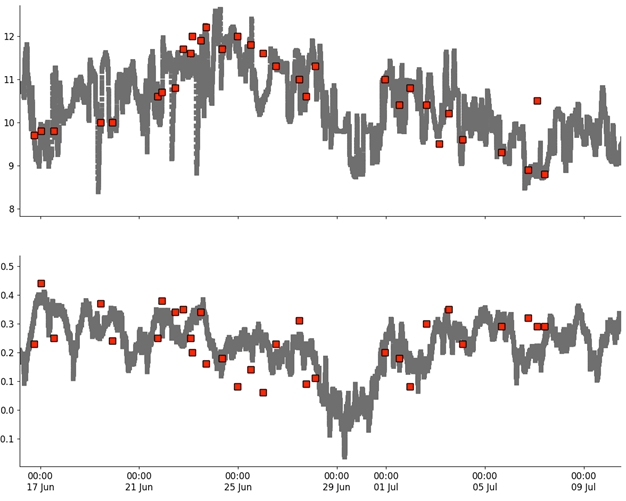
Figure 2: In-line measurement of REA and tall oil in a weak black liquor line recorded by an IRmadillo analyzer (grey) overlaid with laboratory reference data (red).
In many mills, pipeline samples and laboratory measurements are made once or twice per shift. Consequently, REA and tall oil levels are not well tracked throughout the process. If REA values are determined to be high at the time of sampling, but then drift lower than 6 g/L, soap separation will be poor. This leads to reduced performance in evaporators and recovery boilers as well as less tall oil soap being recovered. Figure 2 shows the real-time measurement of REA and tall oil, with a calibration that works across both hard and soft woods. The variability exposed by real-time measurements shows the opportunity for better process control and mill efficiencies.
Having the ability to obtain continuous real time measurements allows operators to know exactly when REA levels start to fall and therefore the level of alkali dosing required. By measuring tall oil in the black liquor, the efficiency of the separation and recovery process can also be monitored and controlled.
Recent laboratory work has also demonstrated that the IRmadillo is capable of measuring NaOH and Na₂S concentrations in black liquor, as shown in Table 1.
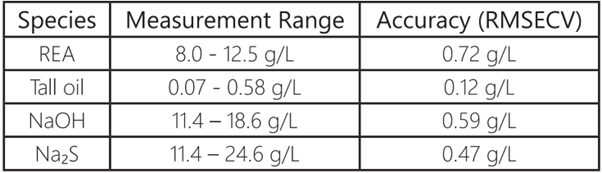
Table 1: Accuracy data for calibrations of species in weak black liquor. REA and tall oil data from in-line measurement. NaOH and Na₂S, data from laboratory measurements.
Conclusions
This work shows that the IRmadillo can easily be installed in a mill, and then used in-line to measure tall oil and REA in black liquor, allowing for real time monitoring and control of tall oil soap recovery. The models presented here include data from both hard and soft woods. Figure 2 clearly shows how each model can detect trends that would otherwise be missed with discrete sampling routines while Table 1 illustrates capability in measurement of NaOH and Na₂S.

Figure 3: Installation of an IRmadillo instrument into the outlet stream from the mill's weak black liquor tank, using a flow cell for continuous process measurement.
Keep in Mind
The IRmadillo can be calibrated to measure a range of chemicals throughout the pulping process. As well as tall oil and REA in weak black liquor, the IRmadillo has also been shown to be effective in measuring chemicals like Na2SO4, NaOH, Na2S and Na2CO3, in black, white and green liquors.
