
Background
Valtris Champlor, located near Verdun in France, produces a range of products from sustainably sourced rapeseed including methyl esters for biodiesel and oil for human consumption.
It processes 150,000 Te/year of crude oil from a combination of low-phospholipid crushed rapeseed and high-phospholipid solvent-extracted seed. The streams are mixed in various proportions, and therefore the phosphorus content of the combined feed can be highly variable. The oil is then refined chemically to remove impurities before further downstream processing. It is very important that the phosphorus content of the refined oil is kept below specification – which may be different according to the final product but is typically 50ppm. Exceeding this limit can have expensive consequences and hence the quality is typically checked by laboratory sample.

The Challenge
Before water washing, non-hydratable phospholipids in the crude oil must be broken down with phosphoric acid and then neutralized with sodium hydroxide – both these chemicals being expensive. Without real-time knowledge of the phospholipid content of the feed, the plant would typically set the acid addition rate at an excess which was wasteful but ensured the product would remain within specification. Excess dosing of acid can also lead to reduced product yield. The challenge was to install a robust real-time process analyzer which would enable a reduction in chemical consumption wilts ensuring the process remained within specification.
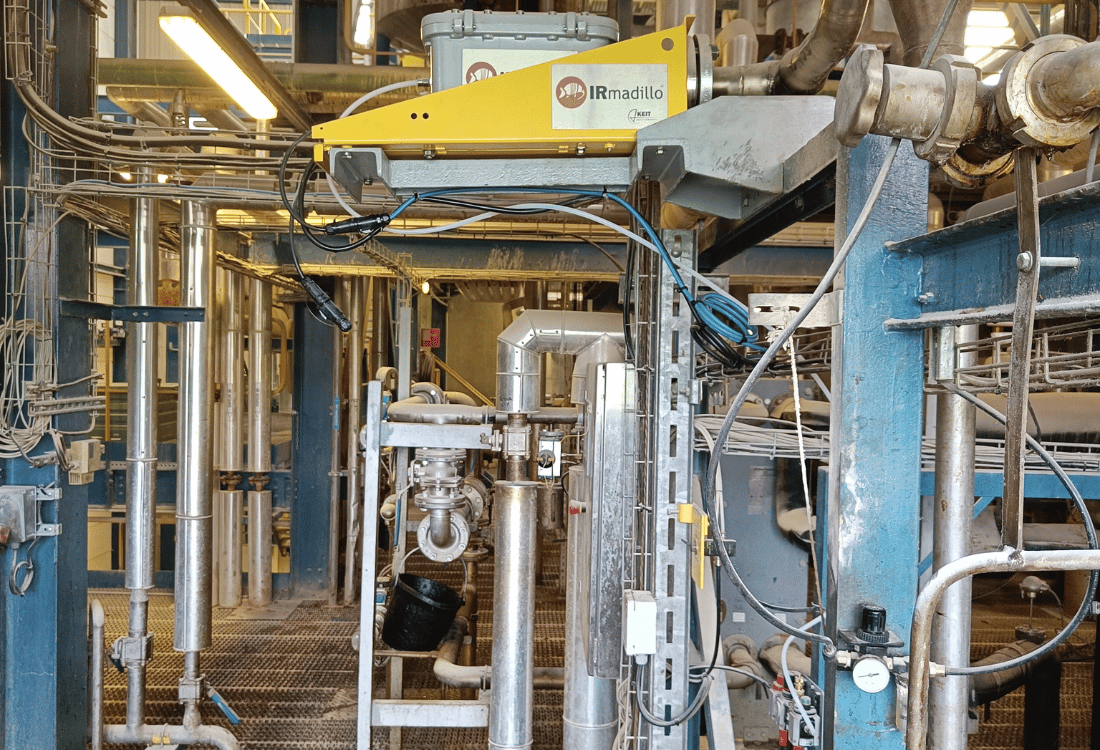
 Figure 1: IRmadillo installed after the centrifuge to monitor the degumming process
Figure 1: IRmadillo installed after the centrifuge to monitor the degumming process
The Solution
Keit’s IRmadillo FTIR was installed after the centrifuge and calibrated by Keit to monitor the degummed oil for phosphorus content, free fatty acid, calcium, and magnesium. The installation is shown in Figure 1. These values were reported every 2 minutes to the plant control system and can be seen in the trend in Figure 2.
Quote from Peter Pratt, Development Manager:
"Valtris selected the IRmadillo analyzer in order to optimize and reduce chemical consumption in the refinery, and to avoid the risk of costly reprocessing out-of-specification material. We are very pleased with the way Keit executed the project and the IRmadillo has proven to be a very reliable analyzer providing useful data to the operators."

Figure 2: Real time measurements displayed in the DCS
Real-time measurements of non-hydratable phospholipid content led to significant cost savings. The phosphoric acid could be more efficiently dosed, with an 11% reduction in phosphoric acid use overall. Because less phosphoric acid is being used, NaOH consumption has also reduced by 13%. The plant is thereby saving an estimated 90,000 € per year. 
In addition to saving chemicals, the information from the IRmadillo allows the operators to ensure the refined oil is always within quality limits. Before installing the IRmadillo, there was a danger that poor quality oil would be produced without anyone noticing when the laboratory was closed. It is estimated that the cost of producing this lower quality oil ‘out of hours’ could be around 500,000 € each time. Using the IRmadillo reduces the risk of these expensive events.
