
Introduction
The recovery boiler is one of the most important parts of pulp manufacture, being responsible for both the generation of heat and energy, and the reduction of sulfates and sulfites into sulfides for re-use. The performance of the boiler is commonly measured using reduction efficiency:
RE = [Na2S]/([Na2S] + [Na2SO4])
Measuring the efficiency requires the ability to measure both the concentration of Na2S and Na2SO4, and then calculate the RE value. Laboratory measurements of Na2S and Na2SO4 are slow, can be prone to errors and require the handling of hot, caustic material by the operators.
Spectrometers allow continuous and detailed measurement of chemical concentrations in real time. Unfortunately, the majority of process spectrometers are based on near infrared light, which is fundamentally less informative than mid infrared light. Conventional mid infrared spectrometers (which often use a Fourier transform are referred to as "FTIR spectrometers") have sensitive moving parts and fragile fiber probes – making them wholly unsuitable for production environments such as pulp mills.
The IRmadillo is a process analyser built using FTIR spectroscopy, but with static optics: removing the need for moving mirrors or fiber probes, and dramatically improving stability, reliability, and ruggedness.

Example Use Case
This presents data collected at a single site in Sweden measuring green liquor on the outlet of the smelt dissolving tank. By measuring reduction efficiency in real time, the customer can then start to control the boiler much better and take the relevant actions to improve efficiency as soon as it starts to drop - much faster than if waiting for the next titration round.

Figure 1: An IRmadillo process analyser installed in the smelt dissolving tank outlet in a Swedish pulp mill.
After the IRmadillo was installed, the customer was able to make continuous measurements of reduction efficiency, spotting problems early and getting real-time feedback on process improvement projects.
Results
Discrete calibrations were made for both Na2S and Na2SO4 using partial least squares (PLS) modelling. The performance for both calibrations is:
- Na2SO4 average error = 0.43 g / L
- Na2S average error = 2.52 g / L
These numbers are well within acceptable limits and agree with the calculation of reduction efficiency from the reported values.
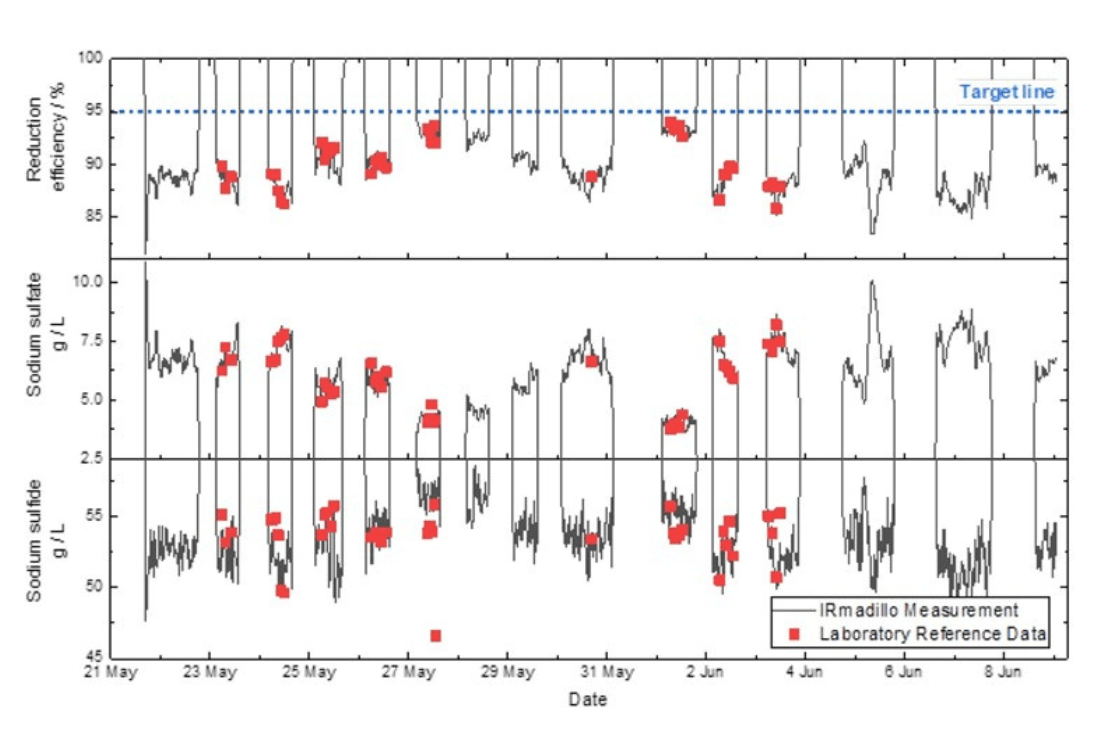
The aim of this work is for continuous, long-term measurement of RE, without the need for frequent re-calibration or background scan acquisition. A representative measurement period is shown in the figure, a 3-week period, with the offline reference data shown as red dots overlaid on the continuous measurement.

Figure 2: The measurement of Na2S and Na2SO4 in real time along with calculated reduction efficiency with an IRmadillo process analyser in real time.
The data clearly show a very strong agreement between the reference data and the measurement, and even highlights that at least one data point is probably the result of human error (27th May Na2S of 46 g / L is likely an error).
The calculated Reduction Efficiency is shown on the top row of the graph, with the target line of 95% efficiency highlighted. The standard operating processes fall below the target value, but the on-line measurement will now allow optimization and ultimately closed-loop control.
Conclusions
This work has shown that the IRmadillo spectrometer is easy to install directly into the smelt dissolving tank outlet, and that it has the required stability to make continuous, reliable measurements over an extended period. (At the time of writing the spectrometer has been installed for over 6 months with no additional background scan or probe cleaning).
The real-time and reliable measurement of Na2S and Na2SO4 is possible, enabling continuous and real time calculation of reduction efficiency. In turn, this enables the operators to understand how the recovery boiler is operating and make adjustments to better control it.
The next stage of this project is to enable closed loop control of the recovery boiler to automate the improvements and move towards significantly more efficient reduction, decreasing operating costs and improving profitability for the mill.
Moreover, the installation in the green liquor line enables feed-forward control of the TTA value for better control of the recausticizing process, and – critically – to minimize and prevent over-liming. The next stage of this work will expand the calibration to Na2CO3 and NaOH to enable real-time calculation of TTA.
Keep in Mind
The IRmadillo can be used to measure a huge range of different chemicals, properties and process states. This example looks at RE, but other important properties such as TTA can also be measured.
Also, process states such as “in spec” and “out of spec” could be created using classification calibrations instead of the prediction calibrations shown here.
